技术对标领域
如需进行详细对标,请点击技术对标
基本信息
- 技术名称:
- 钢渣辊压破碎余热有压热闷技术
- 特征描述:
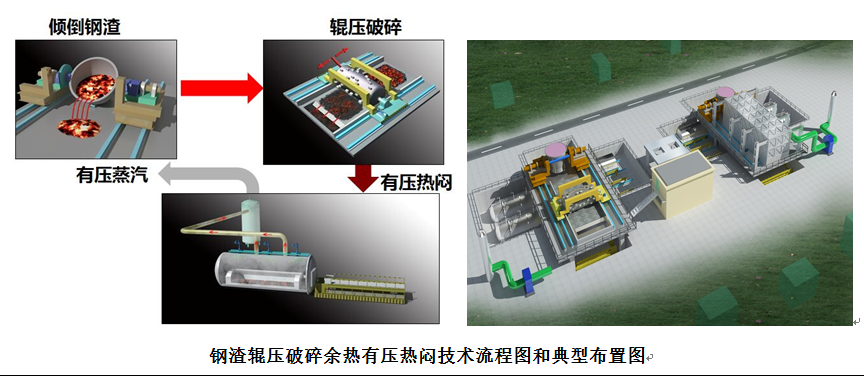
- 我国钢渣资源化利用率低,熔融高温钢渣显热回收处于空白状态,本技术在突破了钢渣中f-CaO快速消解的规律,掌握了钢渣冷却碎裂粉化的机理基础上,突破了钢渣显热回收的关键技术难题,将钢渣余热置换成有压蒸汽,在钢渣快速稳定化处理的同时实现了热能回收,开发出钢渣辊压破碎-余热有压热闷技术与装备。1600℃熔融钢渣在密闭的体系内倾翻、辊压破碎、有压热闷1.5小时,游离氧化钙得到快速消解,实现了钢渣的资源化处理和热能回收。自主开发了“钢渣辊压破碎-余热有压热闷”成套装备及工艺包,发明了钢渣余热有压热闷装置、钢渣辊压破碎辊、轨道式渣罐倾翻车等装备,形成了工艺设计、控制、维护等系列规程。
技术对标结果 [查询范围:全部行业数据]
| 序号 | 参数名称 | 单位 | 行业最佳值 | 行业平均值 |
|---|---|---|---|---|
| 0 | 处理后的钢渣浸水膨胀率(≤) | % | 0.0 | 0.0 |
| 1 | 处理后的钢渣 f-CaO 含量 (≤) | % | 0.0 | 0.0 |
| 2 | 处理后的钢渣粉化率(粒度<20mm的钢渣含量)> | % | 0.0 | 0.0 |
| 3 | 可回收蒸汽温度 | ℃ | 0.0 | 0.0 |
| 4 | 可回收蒸汽压力 | MPa | 0.0 | 0.0 |
| 5 | 余热回收量 | kgce/t钢渣 | 0.0 | 0.0 |
| 序号 | 参数名称 | 单位 | 行业最佳值 | 行业平均值 |
|---|---|---|---|---|
| 0 | 渣槽装渣温度 | ℃ | 0.0 | 0.0 |
| 1 | 熔融钢渣温度 | ℃ | 0.0 | 0.0 |
| 2 | 渣槽最大装渣量 | t | 0.0 | 0.0 |
| 序号 | 参数名称 | 单位 | 行业最佳值 | 行业平均值 |
|---|---|---|---|---|
| 0 | 热闷时间约 | 小时 | 0.0 | 0.0 |
| 1 | 热闷工作压力约 | MPa | 0.0 | 0.0 |
| 2 | 吨渣新水用量 | t | 0.0 | 0.0 |
各企业应用评价
- 评论1:
1、辊压破碎后的钢渣温度是工艺流程的关键,进入热闷装置的钢渣的温度,会直接影响热闷压力和水量的控制,从而保证处理后钢渣的技术指标。 2、热闷周期短,约1.5h,处理效率高,与普通现有常压池式热闷工艺相比缩短6.5-10.5h; 3、工艺流程短,与现代转炉炼钢的生产节奏相匹配,钢渣处理过程高效化、装备化和环境洁净化。
中国金属学会 版权所有2013 Tel:010-65133322-1612 京ICP备06036139号-4